ニュース
日本製鉄 日本塑性加工学会より最高賞「学会大賞」を受賞
2023年6月12日
日本製鉄 日本塑性加工学会より最高賞「学会大賞」を受賞
日本製鉄株式会社(以下、日本製鉄)は、2023年度(第58回)日本塑性加工学会賞において、『超高強度鋼板冷間成形技術の開発』にて、最高賞である「学会大賞」を受賞しました。本賞は、塑性加工の分野における顕著な業績として評価される学術的研究、独創性のある技術などを讃える賞です。
日本製鉄は、先進的な素材開発に加え、素材性能を最大限に引き出すための部品構造やその構造を具現化する加工技術、評価技術の開発を進め、自動車車体の軽量化や安全性能向上を実現し、カーボンニュートラルの時代に対応した次世代鋼製自動車コンセプト“NSafe®-AutoConcept”(以下、NSAC)を提案しています。今回の受賞技術は、NSACを構成する加工技術群(NSafe-Formシリーズ)の中核をなす技術の一つです。 受賞した技術の概要は以下のとおりです。
(1)開発の背景と狙い
自動車にはCO2排出量削減と衝突安全性向上が求められており、そのためには、車体の軽量化と強高度化が必要とされています。また、近年普及が加速している電気自動車(BEV)では、搭載されるバッテリーが重く、また衝突時のバッテリー保護の観点からも、その重要性が益々大きくなっています。
車体の軽量化と高強度化の両立には、車体へより高強度な鋼板を適用することが有効であり、日本製鉄は、世界に先駆けて引張強度が980MPa級以上の超高強度鋼板の開発を行い、近年では1470MPa級鋼板や2.0GPaのホットスタンプ用鋼板も開発しています。一方、鋼板は強度が高いほどプレス成形性が低下するので、超高強度鋼板は複雑な部品形状に成形することが難しく、その加工技術の確立が課題になっていました。本開発では、超高強度鋼板を加工するための新たな冷間プレス工法開発に取り組み、車体骨格部品への超高強度鋼板適用を可能とし、車体の高強度化と軽量化を実現しました。
(2)開発工法の概要
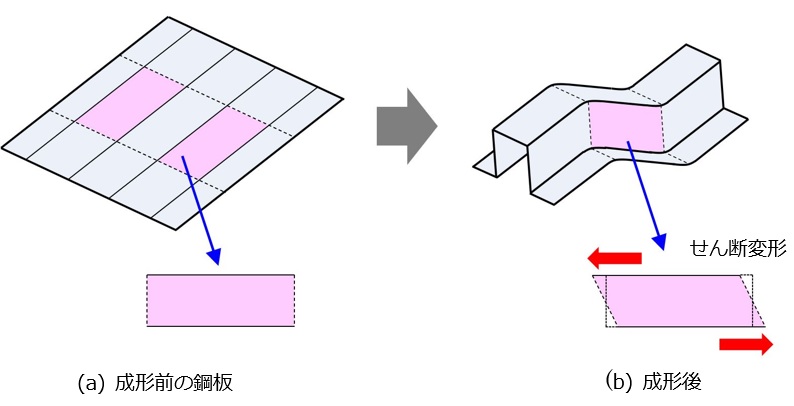
一般的なプレス加工では鋼板が伸ばされて板厚が薄くなりますが、この板厚減少が限界を超えると鋼板が破断します。超高強度鋼板はこの限界が低く、加工が困難でした。そこで、「せん断変形」に着目し、プレス金型内に設置された補助金型で鋼板の変形を制御してせん断変形させて成形することにより、加工時の板厚減少を低減し、成形を容易にする技術の開発に取り組みました。
その結果、自動車部品で特に成形が難しい、メンバー類に見られる湾曲ハット形状の部品と、センターピラー等に見られる端部がL字形状やT字形状の部品に対して、それぞれ「せん断成形工法」と「自由曲げ工法」というプレス工法を確立しました。「せん断成形工法」では湾曲ハット形状の縦壁部を、「自由曲げ工法」ではL字、T字の湾曲稜線部近傍をせん断成形させることにより、超高強度鋼板を用いても、割れやしわの発生無く製品形状に成形することが可能になります。
また、開発工法ではプレス成形後に切り捨てられる部分を減らすことができ、鋼材使用量を従来比で約15%低減しました。
(3)開発の成果
開発工法により、難成形の自動車部品に1470MPa級までの超高強度鋼板の適用が可能となりました。本技術は2012年に量産部品の製造に初採用され、現在では年間250万台以上の国産自動車の部品製造に適用されており、車体の軽量化と高強度化に寄与し、材料歩留向上と合せてCO2排出量削減42.6千トン/年に貢献しています。
また、今回の日本塑性加工学会賞では、本開発に関連した学術論文(論文名「高強度鋼板のプレス成形におけるしわの生成過程(塑性と加工、vol.62-no.730)」)に対する論文賞も併せて受賞いたしました。
◆縦壁部分(桃色部)のみがせん断変形し、他の部分は変形しない(曲げ加工のみ)
|
図1.せん断変形による成形の考え方(せん断成形工法例)

センターピラー(1470MPa材) |

フロンピラー(1470MPa材) |

サイドメンバーリア(1470MPa材) |

トンネルリンフォース(1180MPa材) |
図2.開発工法による超高強度鋼板部品
日本製鉄は、常に世界最高の技術とものづくりの力を追求し、国連で採択された「持続可能な開発目標」(SDGs)にも合致した活動(「気候変動に具体的な対策を」)を通じて、これからも社会の発展に貢献していきます。
お問い合わせ先:総務部広報センター 03-6867-2146,2135,2977,3419
日本製鉄株式会社 ホームページはこちら