ニュース
12月1日、日本3Dプリンター株式会社 が“積層痕を消してなめらかな仕上がりと透明感”が再現できるフィラメント「PolySmooth」を使った造形レポートを掲載【日本3Dプリンター】
2020年12月7日

公式ウェブサイト「Raise3D」に、中国Polymaker(ポリメーカー) 製フィラメント「PolySmooth(ポリスムース) 」を使ったヒト型の造形物づくりと専用の表面仕上げ加工機「Polysher(ポリッシャー)」を使った仕上がりのほか、豊富なカラーバリエーションのうち「クリア」でシェル1層の容器を造形したレポートを掲載。積層痕のない仕上がりと透明感のある造形が可能な特性を確認できました。
「Raise3D(レイズ3D)」日本総代理店として企業・教育機関向け3Dデジタルソリューションの提供などを手がけている日本3Dプリンター株式会社(本社:東京都江東区、代表取締役:北川士博)は12月1日(火)、公式ウェブサイト「Raise3D」に中国Polymaker(ポリメーカー)製フィラメント「PolySmooth(ポリスムース)」を使って、ヒト型の造形物とシェル1層の容器づくりに取り組んだ造形レポートを掲載しました。このレポートでは、造形後の後処理として専用の表面仕上げ加工機「Polysher(ポリッシャー)」を使うことで、積層痕を消してなめらかな仕上がりと透明感のある造形物づくりに最適な特性について詳しく紹介しています。
▼ 12月1日(火)掲載「(表面仕上げ)積層痕を消し滑らかな仕上がりと透明感を再現できるフィラメント」(日本3Dプリンター株式会社「Raise3D」公式ウェブサイト):https://raise3d.jp/archives/reports/2389
■「PolySmooth(ポリスムース)」を使って、積層痕のないなめらかな仕上がりと透明感のある造形物づくりに取り組んだ造形レポートを公開
12月1日(火)、日本3Dプリンター株式会社公式ウェブサイト「Raise3D」に掲載した「(表面仕上げ)積層痕を消し滑らかな仕上がりと透明感を再現できるフィラメント」では、中国Polymaker(ポリメーカー)製フィラメント「PolySmooth(ポリスムース)」を使ってヒト型とシェル1層の容器を造形したプロセスと結果について紹介しています。
このフィラメントはポリ乳酸(PLA)に近い造形安定性があり、造形後の後処理として専用の表面仕上げ加工機「Polysher(ポリッシャー)」を使うことで積層痕のないなめらかな仕上がりと透明感のある造形物づくりが可能です。

おもな特徴やメリットは次のとおりです。
1.ポリ乳酸(PLA)フィラメントに近い造形安定性
2.専用の表面仕上げ加工機「Polysher」を使って積層痕を消せる
3.ツヤと光沢のある仕上がり
4.従来の熱溶解積層法(FDM)の3Dプリンターではできなかった透明度を実現
5.全12色の豊富なカラーバリエーション
ヒト型の造形物づくりのおもなプロセスと確認できた特性は次のとおりです。
1.「Raise(レイズ)」純正のポリ乳酸(PLA)フィラメント用の標準テンプレート(https://raise3d.jp/archives/filament/101
)で、ノズル温度を5~10度上げて造形
シェルを2層から4層にすることで、穴や反りのない造形を実現。ポリ乳酸(PLA)よりも反りやすいので、造形サイズが大きい場合はあらかじめスティック糊を塗布しておくなどの前処理を推奨します。
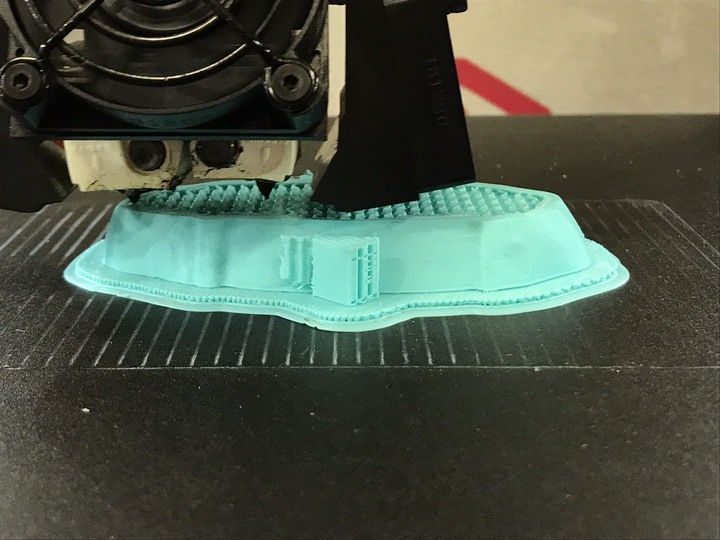
2.専用の表面仕上げ加工機「Polysher(ポリッシャー)」にイソプロピルアルコール(IPA)を充填して、1クリックあたり5分の後処理を3クリック実施(15分設定)
ミスト状になったイソプロピルアルコール(IPA)が充満していく様子を確認。「Polysher」は密閉されているので、アルコールのにおいなどが漏れることはありませんが、イソプロピルアルコール(IPA)は引火性のため火の取り扱いには注意が必要です。
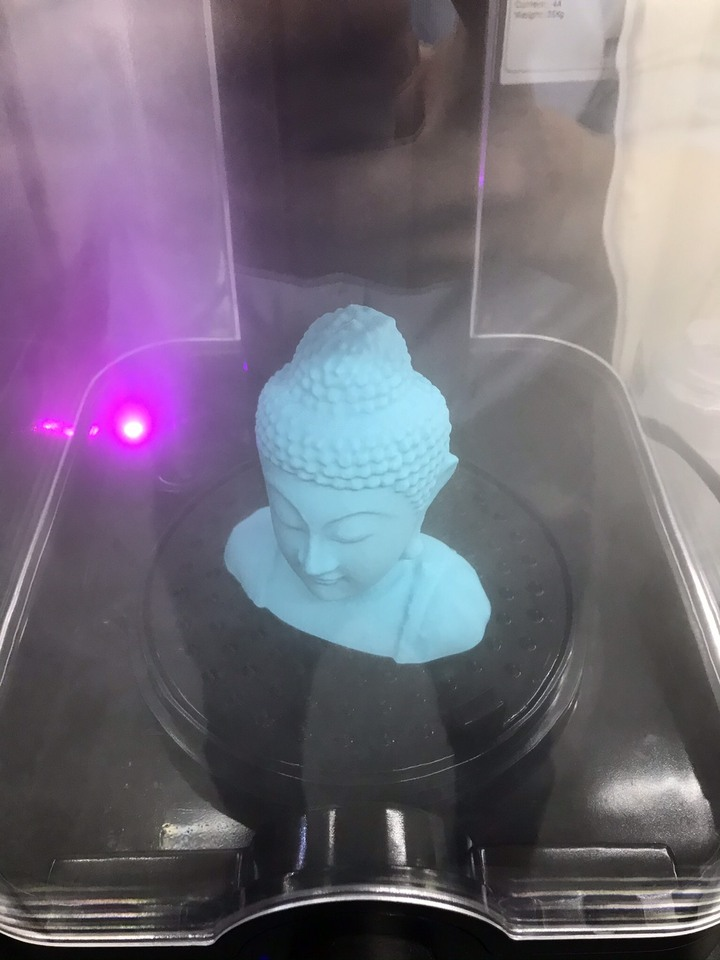
3.「Polysher」による後処理後は、積層痕のないなめらかな仕上がりに
 左:造形後 左:Polysherによる加工後
左:造形後 左:Polysherによる加工後
「Polysher」による後処理をする前と後とで比較した結果、ヒト型の造形物にあったバリや積層痕、鼻や口元の部分にあった細かなフィラメントの糸引きがほとんど目立たない仕上がりになりました。後処理の直後は、イソプロピルアルコール(IPA)によって溶けたフィラメントが残っているので、乾燥するまで十分に待つ必要があります。
 後処理前
後処理前
 後処理後
後処理後
■全12色の豊富なカラーバリエーションのうち「クリア」を使って、熱溶解積層法(FDM)用フィラメントより透明度の高い造形物づくりを実現
造形レポートでは、全12色の豊富なカラーバリエーションのうち「クリア」を使って専用の表面仕上げ加工機「Polysher」で後処理をすることで、高い透明度のある造形物づくりが可能なことも紹介しています。
そのおもなプロセスと確認できた特性は次のとおりです。
1.0.4ミリのノズルを使って、シェル1層の四角柱型の容器を造形
0.4ミリのノズルを使ったため形状に歪みが出ましたが、太いノズル径にすることで形状安定性を高めることが可能です。専用の表面仕上げ加工機「Polysher」で後処理した後は、造形物を通して文字が読めるなどの透明性の高さを確認することができました。
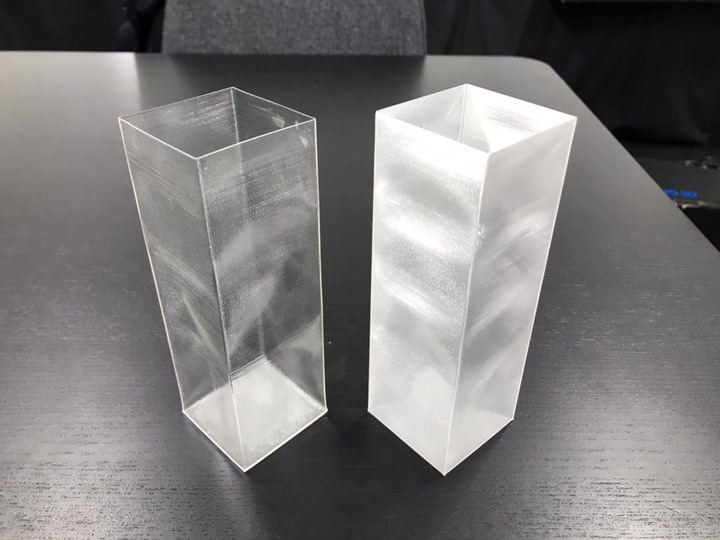
2.BASF製フィラメント「Ultrafuse PET」を使って、同じ条件による同じ造形物を出力して比較
日本3Dプリンター株式会社は、BASF 3D Printing Solutions日本代理店として、8月27日(木)に公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版にBASF製フィラメント「Ultrafuse-PET」を使った造形レポート「【PET・透明性】BASF社-Ultrafuse PET造形レポート」を掲載しました。
▼ 「【PET・透明性】BASF社-Ultrafuse PET造形レポート」(日本3Dプリンター株式会社「Raise3D」公式ウェブサイト):https://raise3d.jp/archives/reports/1584
▼ 「【PET・透明性】BASF社-Ultrafuse PET造形レポート」(ウェブサイト「Ultrafuse FFF」日本語版/BASF 3D Printing Solutions日本代理店として日本3Dプリンター株式会社が運営):https://www.ultrafusefff.jp/ultrafuse-pet-printing-report/
▼ 9月7日付プレスリリース「造形のしやすさとアクリルボード並みの透明度を確認!日本3Dプリンターがフィラメント『Ultrafuse PET』による造形テストを実施」:https://www.value-press.com/pressrelease/252236
透明度を比較するため、同じデータと同じ造形物づくりをBASF製フィラメント「Ultrafuse-PET」でも実施しました。積層のくすみなどを比較した結果、Polymaker製フィラメント「PolySmooth」が高い透明度を実現できることがわかりました。
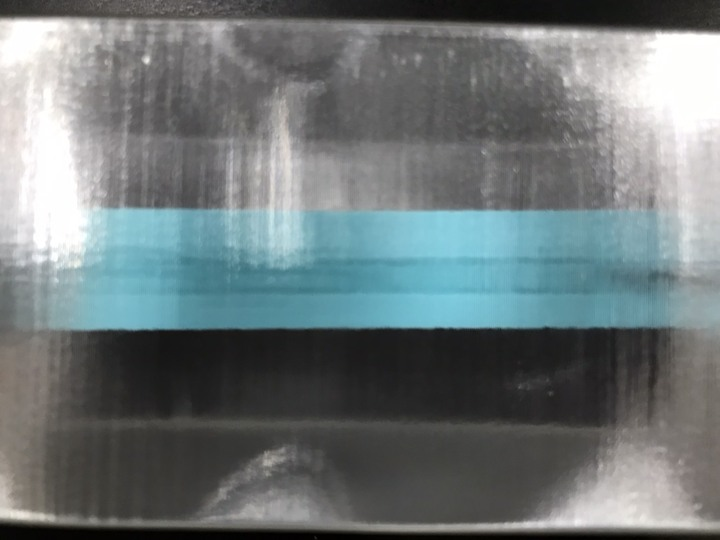 後処理前(「PolySmooth」の文字が全く見えない)
後処理前(「PolySmooth」の文字が全く見えない)
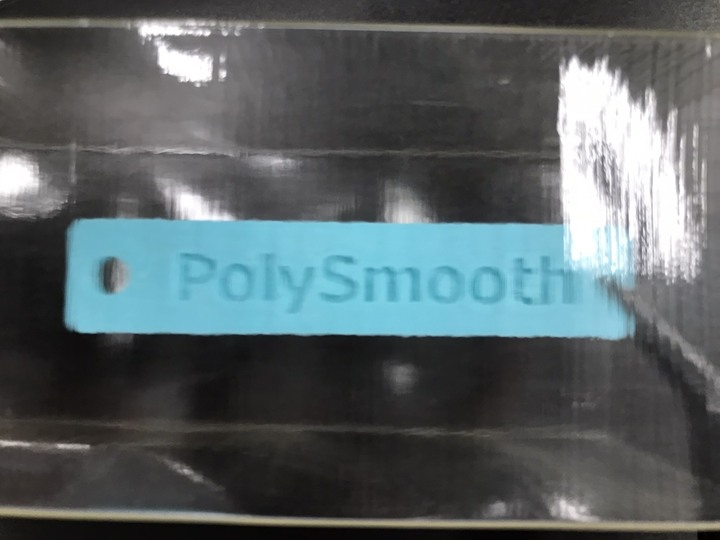 ・後処理後(「PolySmooth」の文字がよく見える)
・後処理後(「PolySmooth」の文字がよく見える)
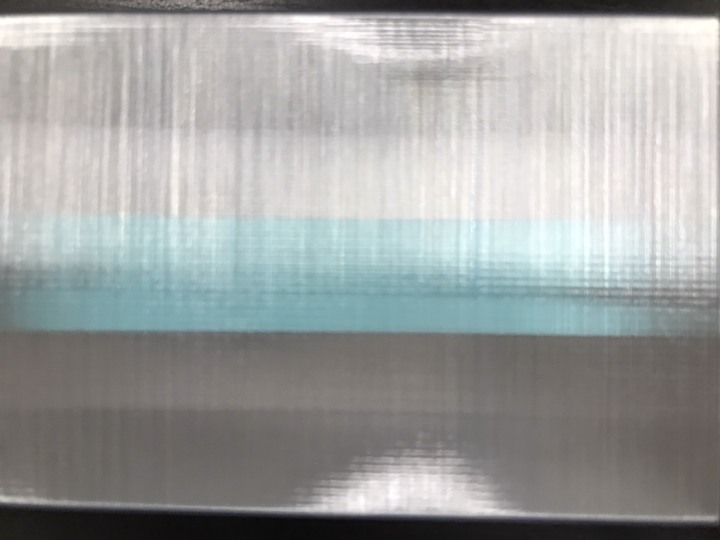 BASF製 Ultrafuse PET
BASF製 Ultrafuse PET
「PolySmooth」は、専用の表面仕上げ加工機「Polysher」で後処理することで鮮やかでなめらかな仕上がりの造形物づくりができるフィラメントです。強度は、ほかの材質のフィラメントに比べてもろい性質がありますので、展示用の模型や装飾品づくりに最適な特性を確認することができました。
「Polysher」による後処理では、引火性のあるイソプロピルアルコール(IPA)を使うため、火気の取り扱いには注意が必要です。
【日本3Dプリンター株式会社について】
本社:〒135-0063 東京都江東区有明3-7-26 有明フロンティアビルB棟2階
代表者:代表取締役 北川士博
設立:2013年1月
電話番号:03-6683-9789(代表)
URL:https://3dprinter.co.jp/
事業内容:三次元造形関連商品・サービスの提供、サポートほか
【一般の方向けのお問い合わせ先】
企業名:日本3Dプリンター株式会社
TEL:03-6683-9789
Email:info@3dprinter.co.jp
日本3Dプリンターホームページはこちら