ニュース
高い強度と安定した仕上がりを実証! 日本3Dプリンター株式会社がBASF製フィラメント「Ultrafuse PLA Pro1」を使った造形レポートを掲載
2020年10月27日
増靭剤がふくまれているためPLA(ポリ乳酸)樹脂よりもねばりがあってABS樹脂に並ぶ造形時の強度が特徴のフィラメントを使って、最大80度のオーバーハングやブリッジ状・棒形状の造形で精度の高さを確認。オーバーハングのある造形物でも安定した“R形状”を描くことができ、高い強度と安定した仕上がりで治具や試作品づくりに最適な特性を確認することができました。
「Raise3D(レイズ3D)」日本総代理店およびBASF 3D Printing Solutions日本代理店として企業・教育機関向け3Dデジタルソリューションの提供などを手がけている日本3Dプリンター株式会社(本社:東京都江東区、代表取締役:北川士博)は10月22日(木)、公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版で、BASF 3D Printing Solutions社製フィラメント「Ultrafuse PLA Pro1」を使った造形物づくりのプロセスを「高速造形ができ、仕上がり精度が綺麗な強化PLA」として掲載。オーバーハングのある造形物でも安定した“R形状”を描くことができ、試作品づくりや治具などに最適なエンジニア向けの特性について紹介しています。
 Ultrafuse® PLA PRO1
Ultrafuse® PLA PRO1
▼ 10月22日(木)掲載 「高速造形ができ、仕上がり精度が綺麗な強化PLA」(日本3Dプリンター株式会社「Raise3D」公式ウェブサイト):https://raise3d.jp/archives/reports/1970
▼ 10月22日(木)掲載 「高速造形ができ、仕上がり精度が綺麗な強化PLA」ウェブサイト「Ultrafuse FFF」日本語版/BASF 3D Printing Solutions日本代理店として日本3Dプリンター株式会社が運営):https://www.ultrafusefff.jp/pla-pro1-printing-report/
■高い強度と安定した仕上がりで、試作品づくりや治具に最適なBASF製フィラメントを使った造形レポートを公開
10月22日(木)、日本3Dプリンター株式会社が公式ウェブサイト「Raise3D」およびウェブサイト「Ultrafuse FFF」日本語版に掲載した「高速造形ができ、仕上がり精度が綺麗な強化PLA」は、「Raise3D Pro2」を使って、「Raise 3D(レイズ3D)」純正のPLA(ポリ乳酸)樹脂製フィラメントとBASF 3D Printing Solutions社製フィラメント「Ultrafuse PLA Pro1」の造形安定性と仕上がりを比較しています。
この結果、次のような特性を確認できました。
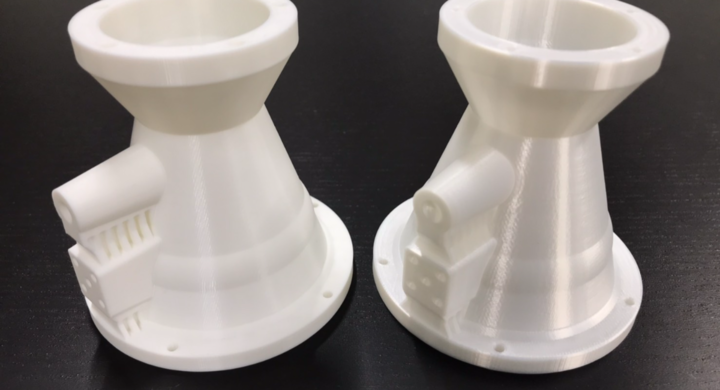
1.最大80度のオーバーハングの精度を確認
 左:Raise純正PLA 右:Ultrafuse PLA Pro1
左:Raise純正PLA 右:Ultrafuse PLA Pro1
 <左:Raise純正PLA 右:Ultrafuse PLA Pro1/p>
<左:Raise純正PLA 右:Ultrafuse PLA Pro1/p>
オーバーハングでは、2つのフィラメントとも崩れ落ちることなく造形。双方ともサポートがなくても、造形時の再現性が高いことが確認できました。
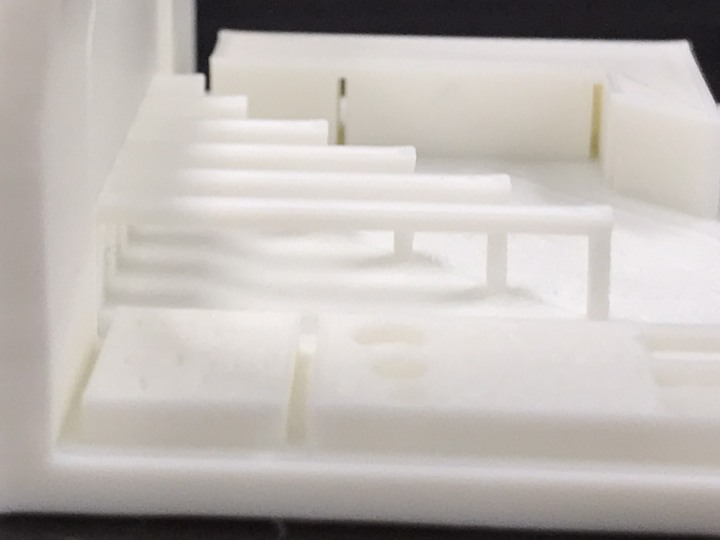
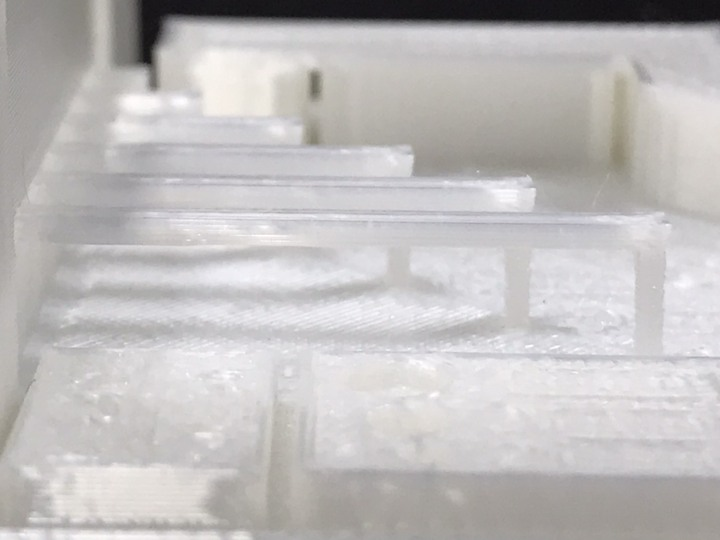
2.ブリッジ形状の精度を確認
 Raise純正PLA
Raise純正PLA
 Ultrafuse PLA Pro1
Ultrafuse PLA Pro1
サポートを使わず2~25ミリのブリッジを造形。どちらも樹脂が垂れることなく造形できました。
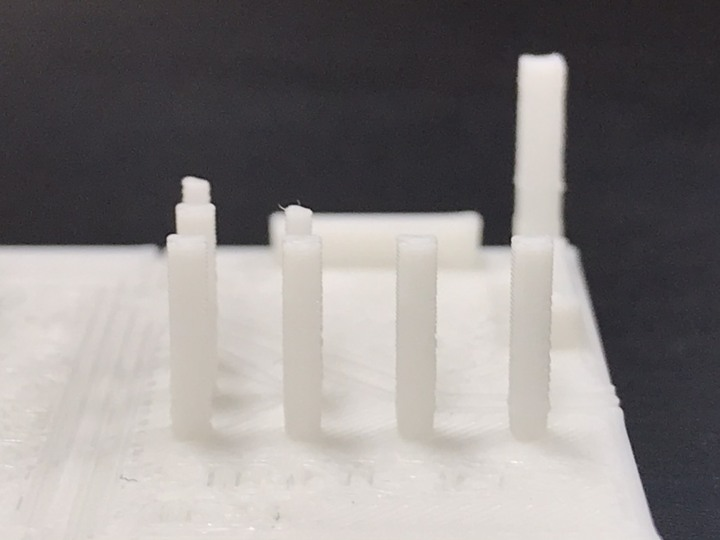
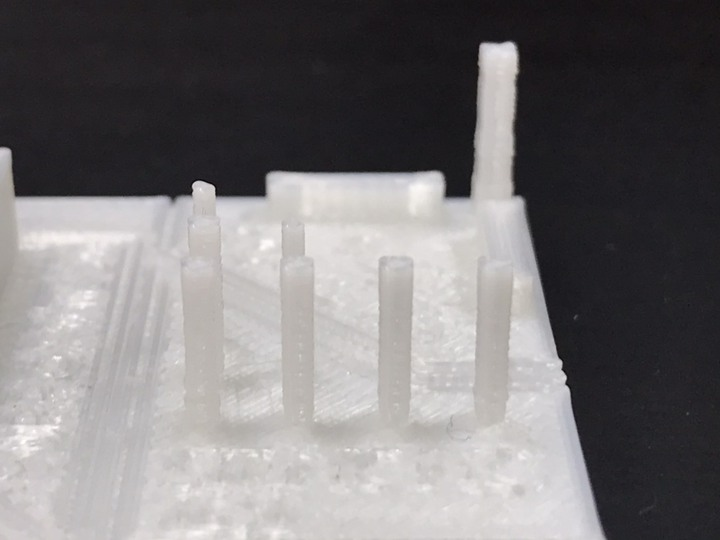
3.フィラメントが糸を引くように残るかを確認
 Raise純正PLA
Raise純正PLA
 Ultrafuse PLA Pro1
Ultrafuse PLA Pro1
ノズルに付着したフィラメントが糸を引くように残るかどうかをテストしたところ、大きな違いは見られなかったものの、ねばりのある「Ultrafuse PLA Pro1」のほうが糸を引くように残る印象でした。
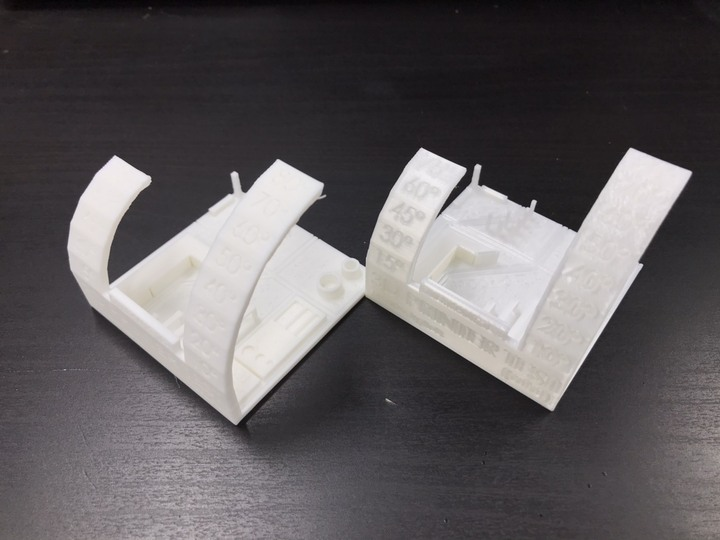
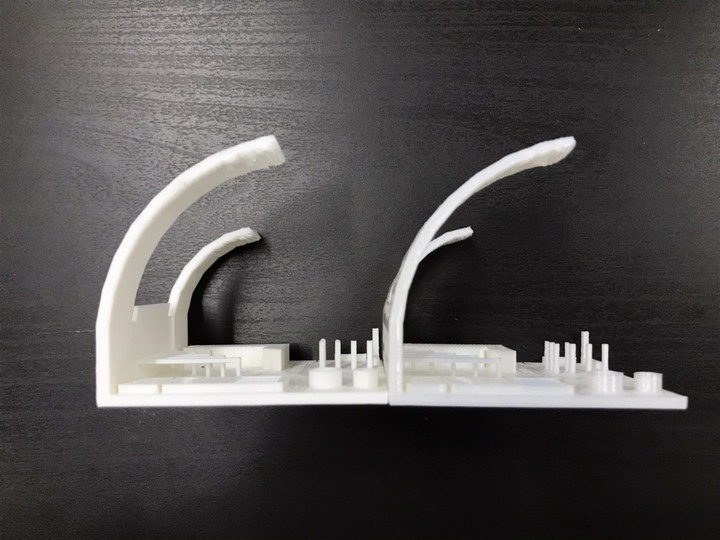
4.10~80度のオーバーハングを再現できるかを確認
 Raise純正PLA
Raise純正PLA
 Ultrafuse PLA Pro1
Ultrafuse PLA Pro1
「Raise 3D」純正のPLA(ポリ乳酸)樹脂製フィラメントでは60度で積層が乱れはじめるのに対して、「Ultrafuse PLA Pro1」は70度まで安定した造形ができました。最大の80度でも一部分だけ垂れかけているのを除けば、「Raise 3D」純正フィラメントよりもきれいな仕上がりでした。
5.表面の仕上がりを比較

以上の結果から、「Ultrafuse PLA Pro1」はねばりが強いため、熱でフィラメントが垂れる影響も少なく、オーバーハングのある造形物でも安定した“R形状”を描けることがわかりました。
なお、オーバーハングのある造形物づくりに関しては、9月14日(月)に造形レポート「FDMで球体を綺麗に造形する」で掲載しています。
▼ 「FDMで球体を綺麗に造形する」(「Raise3D」公式ウェブサイト):https://raise3d.jp/archives/reports/1685
「Ultrafuse PLA Pro1」は高い強度と安定的な造形性が実現できることから、造形物の内側を埋めるために使われるインフィルの形状によって、治具としての機能性や試作品づくりとしての汎用性にすぐれていて、エンジニアに最適なフィラメントの1つと言えます。
【日本3Dプリンター株式会社について】
本社:〒135-0063 東京都江東区有明3-7-26 有明フロンティアビルB棟2階
代表者:代表取締役 北川士博
設立:2013年1月
電話番号:03-6683-9789(代表)
URL:https://3dprinter.co.jp/
事業内容:三次元造形関連商品・サービスの提供、サポートほか
【一般の方向けのお問い合わせ先】
企業名:日本3Dプリンター株式会社
TEL:03-6683-9789
Email:info@3dprinter.co.jp
日本3Dプリンターホームページはこちら