ニュース
青色レーザ出力1kWを実現したBlue-IRハイブリッドレーザ「BRACE®X」を販売開始【古河電気工業】
2021年11月24日
青色レーザ出力1kWを実現したBlue-IRハイブリッドレーザ「BRACE®X」を販売開始
~ 従来比7倍の青色レーザ出力で、溶接時消費電力を当社比30%以上削減 ~
・青色レーザ出力1kW、IRレーザ出力3kWの新型Blue-IRハイブリッドレーザBRACE®Xを2022年1月より
販売開始
・厚さ2mm以上の純銅バスバーの高速結線とセグメントコンダクタ型モータの平角線結線を高品質
かつ低熱影響下で実現
・溶接時の消費電力を30%以上削減し、xEVの製造プロセスから低炭素社会に貢献
古河電気工業株式会社(本社:東京都千代田区大手町2丁目6番4号、代表取締役社長:小林敬一)は、青色ダイレクトダイオードレーザ(青色DDL)と近赤外(IR)ファイバレーザを組み合わせた新型Blue-IRハイブリッドレーザ発振器「BRACE®X(ブレイス エックス)」を2022年1月26日より販売いたします。
当社は電気自動車(xEV)を支える基幹技術であるハイブリッドレーザの加工性能を進化させ、銅レーザ加工におけるデファクトスタンダードとなることを目指すとともに、その基幹部品の生産効率向上に寄与し、持続可能な社会の実現に貢献してまいります。
背景
2050年代のカーボンニュートラルの実現に向けて、CO2などの温室効果ガス排出を抑える取り組みが進められています。モビリティ電動化の観点では、xEVに欠かせない部品である電池、モータ、インバータ等の製造量が飛躍的に伸びるとみられており、製造工程の省人化に有用なレーザ溶接適用のニーズが高まっています。xEVのパワートレインでは厚さ2mm以上の銅バスバーの結線や、セグメントコンダクタ(SC)型モータの平角線結線溶接での適用が期待されています。当社は、IRファイバレーザに当社独自のビームモード制御技術を合わせた銅材料のレーザ溶接技術やBRACE®Ⅰによる純銅のレーザ溶接技術を開発してきましたが、加工時の加工飛沫(スパッタ)量や溶接可能な厚さに対して適用領域が狭いという課題がありました。今回開発したBRACE®X(図1)では、青色レーザ出力をさらに高出力化することでxEVのパワートレインで使われる銅材料に対して主要な領域をカバーすることが可能になりました。
内容
装置仕様
BRACE®X(型式BR1030)は、青色レーザ出力1kW(コア径300μm)、IRレーザ出力3kW(コア径50μm)のレーザ発振器を搭載しており、従来のBRACE®Ⅰ(2021年1月25日販売)の青色レーザ出力150Wと比べて約7倍、IRレーザ出力1kWと比べて3倍の高出力化を実現しました。日亜化学工業株式会社が新たに開発した高出力・高信頼性・高ビーム品質の青色半導体レーザ技術と、当社のファイバレーザで培った光部品の合波技術を応用することで、ファイバコア径300μmで青色レーザ出力1kW、光密度1.4MW/cm2の世界トップクラスの極めて高い集光性を有する青色DDLをBRACE®Xに搭載しています(図2)。この高い集光性をもつ青色DDLにより、波長465nmと1070nmの2波長を同時にかつ高速に照射・制御することが可能なガルバノスキャナ適用も可能になります。さらに、青色DDLおよびIRファイバレーザの単独動作も可能で、IRファイバレーザ側にビームモード制御技術も適用することで、銅に加えて、鉄、ステンレスアルミ、および銅・アルミの異材接合といったレーザ加工のマルチユースにも対応可能です。
なお、2022年3月より千葉事業所(千葉県市原市)のアプリケーションラボに導入します。

図1. BRACE®Xの外観写真 |
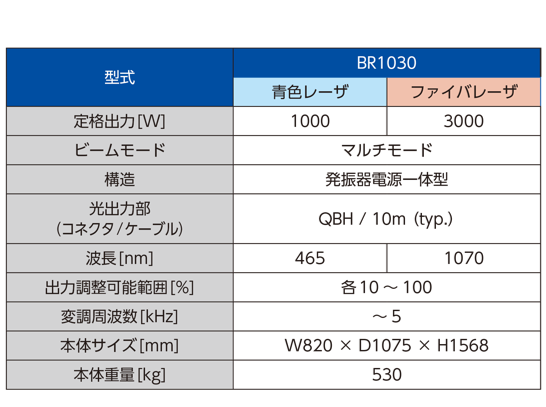
図2. BRACE®X(型式BR1030)の諸元 |
純銅レーザ溶接の溶接領域および速度の向上
BRACE®Ⅰでは厚さ1mm未満の純銅のレーザ溶接に対応していましたが、BRACE®Xでは最大出力1kWの青色レーザで銅材料を十分に加熱し、溶融池を拡大し、安定させるとともに、最大出力3kWのIRファイバレーザにより、純銅に対して2mmを超える溶け込みを実現しました(図3)。これにより、xEV用部品において求められる2mm以上の純銅のレーザ溶接を実現しました。
SC型モータの平角線レーザ溶接技術の進化
ガルバノスキャナとBRACE®Xを組み合わせることにより、平角線を適用したSC型モータのレーザ溶接による高速な結線が可能になります。一般的なレーザ溶接の目標溶接速度である溶接速度0.1秒/点に対し、BRACE®Xでは青色レーザ出力1kWの適用効果により、平角線同士にギャップや高低差がある場合でも結線に対しても、目標溶接速度を保つことができます。また、青色レーザで入熱をコントロールすることで加工の際に発生するスパッタを抑制することができ、溶接対象外の部品への影響を抑えられます。全体のレーザ出力を低減できることから、SC型モータの結線溶接時に絶縁被膜への熱影響を低減するとともに、当社の6kWファイバレーザ(型式FEC6000M)と比較して消費電力を約30%削減できます。
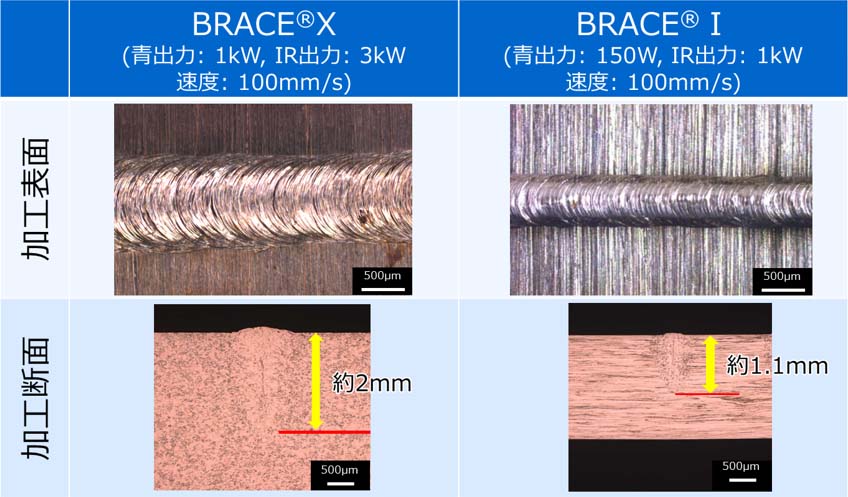
図3. BRACE®XとBRACE®Iによる純銅(C1020)の加工結果の比較 |
古河電気工業株式会社 ホームページはこちら