ニュース
日本3Dプリンター株式会社 がウェブサイトに「フィラメントの糸引きを抑えるノウハウ」を掲載
2021年9月13日
日本3Dプリンター株式会社 がウェブサイト「Rase3D」の
「フィラメント技術レポート」ページに
最新記事「フィラメントの糸引きを抑えるノウハウ」を9月7日に掲載
|
7月23日(金・祝)掲載の記事「PET造形時の糸引きトラブルの解決方法『フィラメントを節約するためのノウハウ』」をさらに掘り下げて、「リトラクト量およびリトラクト速度」、「ノズル温度と室内温度」、「ノズルヘッドの軌道」、「フィラメントの乾燥」についておすすめの設定方法や注意点を記載。3Dプリンターを使った造形時に役立つポイントをわかりやすく解説しています。
企業・教育機関向け3Dデジタルソリューションの提供などを手がけている日本3Dプリンター株式会社(本社:東京都江東区、代表取締役:北川士博)は、日本総代理店として運営している公式ウェブサイト「Raise3D(レイズ3D)」の「フィラメント技術レポート」ページに9月7日(火)、最新記事「フィラメントの糸引きを抑えるノウハウ」を掲載しました。7月23日(金・祝)に掲載した記事「PET造形時の糸引きトラブルの解決方法『フィラメントを節約するためのノウハウ』」をさらに掘り下げた内容で、「リトラクト量およびリトラクト速度」、「ノズル温度と室内温度」、「ノズルヘッドの軌道」、「フィラメントの乾燥」についてそれぞれ解説するとともに、設定のコツやヒント、注意点をわかりやすく記載しています。
▼ 9月7日(火)掲載! 「フィラメントの糸引きを抑えるノウハウ」(日本3Dプリンター株式会社運営公式ウェブサイト「Raise3D(レイズ3D)」「フィラメント技術レポート」ページ):https://raise3d.jp/archives/reports/5529
■日本3Dプリンター株式会社が、公式ウェブサイトの「フィラメント技術レポート」ページに造形時に役立つ解説や注意点などを紹介する最新記事「フィラメントの糸引きを抑えるノウハウ」を9月7日(火)に掲載
日本3Dプリンター株式会社が、日本総代理店として運営している公式ウェブサイト「Raise3D(レイズ3D)」の「フィラメント技術レポート」ページで「Raise3D」純正やBASF製フィラメントを使った造形レポート、造形時のコツやヒントを解説した記事を掲載しています。
9月7日(火)に掲載した最新記事「フィラメントの糸引きを抑えるノウハウ」のおもな内容は次のとおりです。
1.「リトラクト量・リトラクト速度(引き戻しの設定)」について
造形時の糸引きトラブルは、「リトラクト量」および「リトラクト速度」の設定で解決することが多い。「リトラクト」はフィラメントを押し出すエクストルーダーギアを逆回転させる設定のため、フィラメントそのものに負荷がかかる。リトラクト速度と引き戻しの距離を上げると、このギアで造形物の表面が削れて糸引きやノズル詰まりが起きやすい。「Rase3D」の3Dプリンター「E2」はエクストルーダーギアが両側ではなく片側だけのシングルギアとプーリーで構成されているので、ギアの負荷がかかりやすくフィラメントが削れやすい構造になっている。設定を変更する場合はリトラクト速度を変更しないで、リトラクト量をデフォルトから最大で+1.0ミリ程度がおすすめ。テンションネジの締めすぎにも注意が必要。

リトラクト量を設定する |
2.「ノズル温度と室内温度」について
ノズル温度が高いと、溶けたフィラメントが固まる前に移動するために糸引きが発生しやすくなる。デフォルトの温度よりも5~10度さげることで効果がみられる。夏や冬など、外気温の差も糸引きの原因になるため、環境に合わせて微調整することできれいな仕上がりに。ポリ乳酸(PLA)樹脂のフィラメントは気温が低いほうが精度と造形がきれいになり、ABS樹脂のフィラメントでは気温が高いほど反りがおさえられて積層間の接着も強く、安定して仕上がる傾向がある。

エクストルーダー温度を設定する |
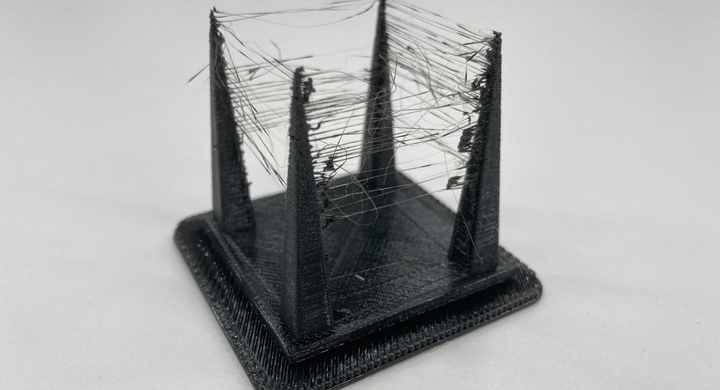
3.「ノズルヘッドの軌道」について
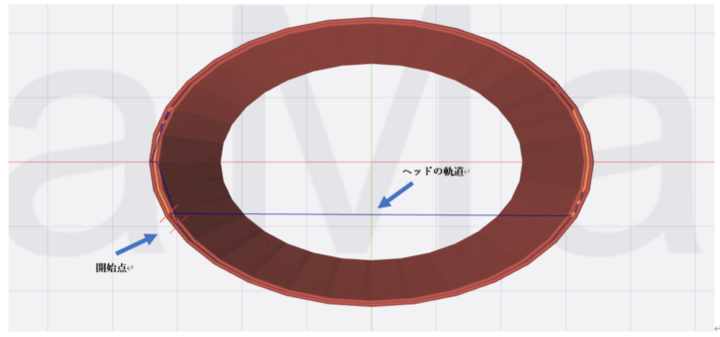
ノズルヘッドの軌道を変更することによって、糸引きをおさえる効果が期待できる(造形物の形状に依存するため、すべてに効果がある設定ではない)。楕円(だえん)で筒形状の造形物の場合、デフォルトのままだとノズルヘッドが楕円の中空を描く軌道になるため、造形物の内側などで糸引きが発生する場合がある。この糸引きはポリ乳酸(PLA)樹脂やABS樹脂のフィラメントではあまり見られないが、ポリカーボネート(PC)樹脂やフレキシブルフィラメントの「Polyflex」やナイロン系フィラメントでよくみられる傾向。設定の「中空部分を通るのを避ける」にチェックを入れることで、中空移動による糸引きをおさえてきれいな仕上がりになる。

楕円糸引き有り |
ノズルが中空部分を通る |
ideaMaker中空設定画面 |
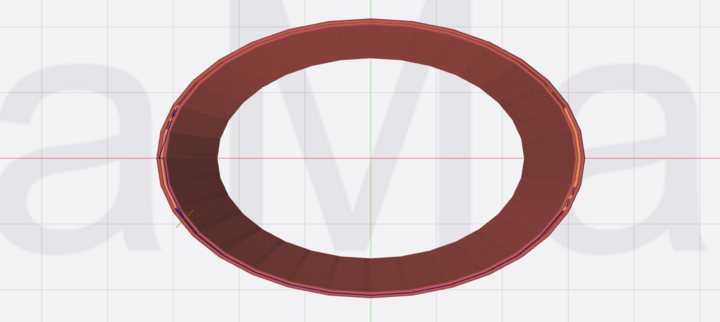
ノズルが中空部分を通るのを避ける |

楕円糸引き無し |
3.「フィラメントの乾燥」について
材質によって差はあるが、湿りやすいフィラメントの理想的な湿度は30パーセント以下。梅雨の時期や夏は注意が必要。とくにポリアミド系や水溶性サポート材などの「PolyBOX(ドライボックス)」を必要とするフィラメント、ポリ乳酸(PLA)/ポリウレタン系熱可塑性エラストマー(TPU)のフィラメントなど、 「PolyBOX」を造形中に使用しないフィラメントも袋から出したまま長時間放置すると湿ってしまう。湿ったフィラメントは糸引きが起きやすく、造形の仕上がりにも影響を与える。フィラメントは、メーカー推奨の設定で乾燥させることで造形への影響をおさえられる(フィラメントによっては効果が十分でない場合がある)。専用フィラメント乾燥機は、「Polymaker」の公式ウェブサイトから購入可能(ウェブサイトに製品紹介ページへのリンクを掲載)。
吸湿状態と乾燥状態の動画をご確認ください。
https://raise3d.jp/archives/reports/5529
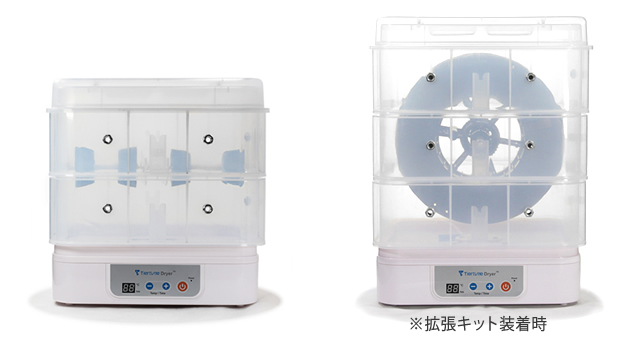
専用フィラメント乾燥機 |
日本3Dプリンター株式会社では今後も、運営する公式ウェブサイト「Raise3D(レイズ3D)」の「フィラメント技術レポート」ページで3Dプリンターを使った造形時に役立つヒントやコツ、おすすめのフィラメントを使った造形レポートなどを掲載していく予定です。
【日本3Dプリンター株式会社について】
本社:〒135-0063 東京都江東区有明3-7-26 有明フロンティアビルB棟1F
代表者:代表取締役 北川士博
設立:2013年10月
電話番号:03-6683-9789(代表)
URL:https://3dprinter.co.jp/
事業内容:三次元造形関連商品・サービスの提供、サポートほか
【一般の方向けのお問い合わせ先】
企業名:日本3Dプリンター株式会社
担当者名:福田 隆
TEL:03-6683-9789
Email: info@3dprinter.co.jp
日本3Dプリンターホームページはこちら