ニュース
業界初、産学官連携でワイヤー・レーザー金属3Dプリンターによる マグネシウム合金の高精度な積層造形技術を確立
2024年6月13日
業界初、産学官連携でワイヤー・レーザー金属3Dプリンターによる
マグネシウム合金の高精度な積層造形技術を確立
マグネシウム合金の加工性を向上し、産業製品の軽量化による燃費向上に貢献
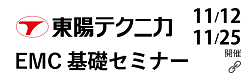
マグネシウム合金の積層造形の原理 ©三菱電機 |
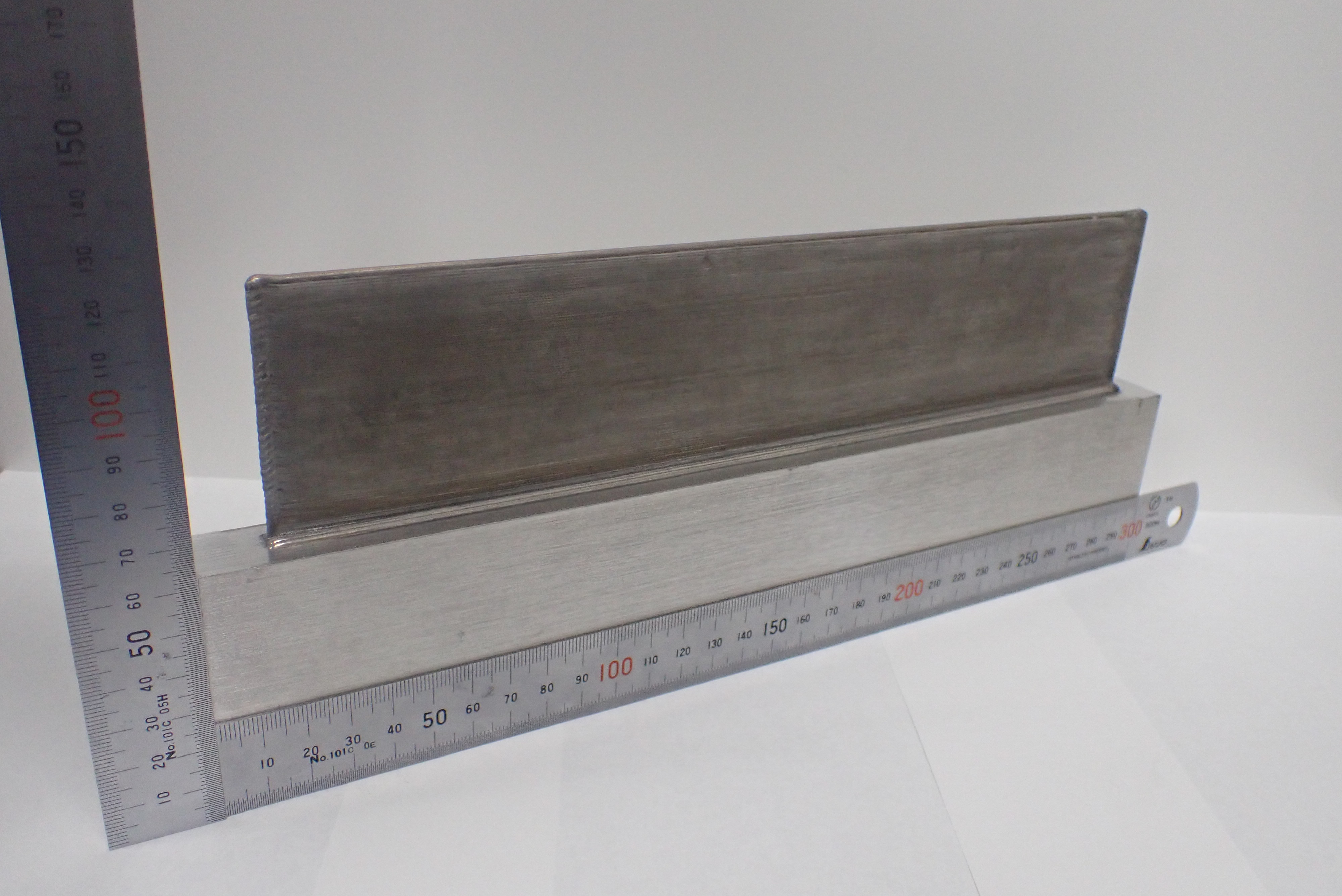
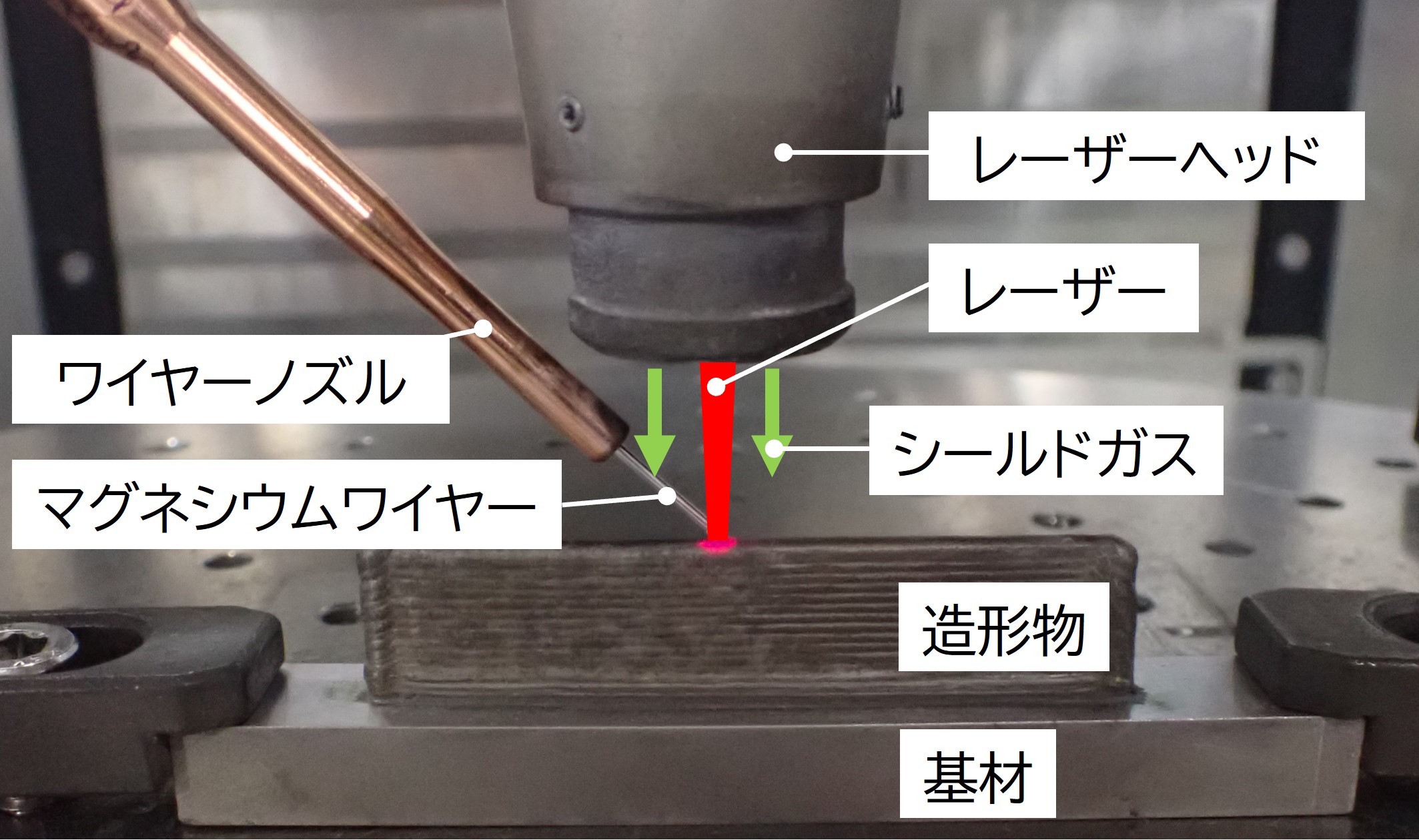
マグネシウム合金の積層造形サンプル ©三菱電機 |
三菱電機株式会社(東京都千代田区、以下、三菱電機)、国立大学法人熊本大学先進マグネシウム国際研究センター(熊本県熊本市、以下、熊本大学MRC)、東邦金属株式会社(大阪府大阪市、以下、東邦金属)、宇宙航空研究開発機構(東京都調布市、以下、JAXA)は、金属3Dプリンター業界で初めて※1、ワイヤー・レーザーDED方式※2によるマグネシウム合金の高精度な積層造形技術を確立しました。鉄やアルミニウムよりも軽量で高強度なマグネシウム合金を、より複雑で自由な形状に加工できることから、ロケットや自動車、航空機など各種産業製品の部品材料への適用を進めることで、軽量化による燃費向上とロケットのコスト削減が期待できます。また、従来の加工方法と比べてエネルギー効率の向上や温室効果ガス排出量の削減が期待でき、カーボンニュートラルの実現に貢献します。
4者は、ロケットの軽量化による抜本的な低コスト化に向けて、JAXAの「革新的将来宇宙輸送システム研究開発プログラム」※3の枠組みのもと、2022年9月から「マグネシウム合金ワイヤーを材料に用いたレーザーワイヤーDED方式AM造形技術の研究」※4(以下、本共同研究)を進めてきました。近年、自動車のEV化の進展や民間航空機の需要拡大などに伴い、ロケット以外の各種産業分野においても軽量化のニーズが高まっており、マグネシウム合金が注目されています。一方で、マグネシウム合金はダイカスト法※5と呼ばれる鋳造での加工が一般的であるため、内部に空洞を持つような造形が不可能という課題がありました。また、複雑な形状を高精度に加工できる金属3Dプリンターでは、金属の粉末を熱で溶融させて積層造形するPBF方式※6が主流ですが、燃焼しやすいマグネシウム合金を粉末材料として用いた場合、酸化による劣化や粉塵爆発を引き起こす可能性があり、安全に運用できないことが課題でした。
これらの課題を解決するために、金属粉末ではなく、金属ワイヤーを材料として使用するワイヤー・レーザーDED方式を採用した三菱電機の金属3Dプリンターと、熊本大学MRCが開発した高い不燃性を有する「KUMADAI耐熱マグネシウム合金」※7を組み合わせることに着目しました。高い伸線加工技術を有する東邦金属により製造されたKUMADAI耐熱マグネシウム合金製ワイヤーを用いて三菱電機が試験造形を繰り返すことで、マグネシウム合金粉末よりも取り扱いが容易なマグネシウム合金ワイヤーを、精密な温度制御により燃焼させずに積層造形する技術を確立しました。
また、本技術による積層造形物について、ロケット用材料としての性能評価をJAXAにて行った結果、ロケットの部位によっては従来のアルミ合金構造と比較して最大で約20%の軽量化効果が得られる可能性が試算されました。
本開発成果は、宇宙輸送に限らず、軽量化が要求される各種輸送機器やロボット部材等にも幅広く利用可能であることから、各種産業分野への波及および実用化に向けた研究開発を進めていきます。また、三菱電機では2029年を目途にワイヤー・レーザーDED方式金属3Dプリンターとして製品化を目指します。
本共同研究の目的
本共同研究は、推進薬タンク等の大型構造の軽量化によるロケット構造の抜本的低コスト化の実現に向けて、既存の合金ワイヤーよりも強度特性に優れた新たな金属積層造形向け合金ワイヤー材を実用化することを目的としています。
金属積層造形に適した高強度ワイヤーは、宇宙輸送に限らず、軽量化が要求される各種輸送機器やロボット部材等、他の地上用の構造物全般にも適用が可能です。
役割分担
| 名称 | 担当内容 |
|---|---|
| 三菱電機 | マグネシウム合金用積層造形技術の開発、造形物の材料特性検証 |
| 熊本大学MRC | マグネシウム合金の組成検討 |
| 東邦金属 | マグネシウム合金ワイヤーの製造プロセス開発 |
| JAXA | マグネシウム合金積層造形物の性能評価によるロケット軽量化効果の試算・評価 |
開発の特長
1. 高い加工性と強度を両立した積層造形用マグネシウム合金ワイヤーを開発
<ポイント>
・熊本大学MRCが、多数あるKUMADAI耐熱マグネシウム合金の中から、ワイヤー形状でも燃えにくい積層造形向けの組成候補を選定
・東邦金属が任意の太さ、長さのワイヤー製造が可能な技術を構築してワイヤーを試作し、三菱電機が試験造形を繰り返すことで最適な太さ、伸線処理工程を確立
従来、金属3Dプリンターで主流のPBF方式によるマグネシウム合金の加工は、材料のマグネシウム合金粉末が酸化による劣化や粉塵爆発を起こす危険性から、忌避される傾向にありました。また、ワイヤー・レーザーDED方式の金属3Dプリンターにおいても、造形中に高温になったワイヤーが燃えやすく、安全にマグネシウム合金を積層造形することが困難でした。
今回、多数あるKUMADAI耐熱マグネシウム合金の中からワイヤー形状でも燃えにくい積層造形向けの組成を選定することで、これらの課題を克服しました。
ワイヤーの開発にあたっては、熊本大学MRCがマグネシウム合金に関する高い知見を活かし、積層造形に適すると思われるKUMADAI耐熱マグネシウム合金組成の候補を数種類ピックアップしました。そして、高い伸線加工技術を有する東邦金属が、この組成を用いて任意の太さと長さのワイヤーを製造する技術を構築しました。その後、東邦金属がワイヤーを試作し、三菱電機が試験造形を繰り返すことで、積層造形に適したワイヤーの太さや伸線処理工程の最適化に成功しました。
今後、本開発工程で得られた知見は、高品質な積層造形用マグネシウム合金ワイヤーの量産に生かしていきます。

伸線後の金属3Dプリンター用KUMADAI耐熱マグネシウム合金ワイヤー ©東邦金属 |
2. マグネシウム合金を燃焼させずに、高精度で自由に積層造形する技術を確立
<ポイント>
・三菱電機のワイヤー・レーザーDED方式金属3Dプリンターにおいて、レーザーとワイヤーの出力をCNC(コンピューター数値制御)で高精度に制御し、造形箇所の温度を一定に保つ技術を開発。マグネシウム合金を燃焼させずに幅3mmで高精度に自由形状への積層造形を実現
・ダイカスト法などの鋳造加工で必要な金型が不要。金型の変更時や消耗による交換時のコストを低減
三菱電機のワイヤー・レーザーDED方式金属3Dプリンターの特徴である、レーザーとワイヤー出力のCNC(コンピューター数値制御)による高精度な制御技術を発展させ、温度と造形形状のセンシングから造形箇所の温度と形状精度を一定に保つ技術を新たに開発しました。これを用いて、マグネシウム合金ワイヤーが燃焼しない適切な出力条件を検証し、高い不燃性を持つKUMADAIマグネシウム合金ワイヤーと組み合わせることで、積層造形時のワイヤーの燃焼を克服しました。これにより、マグネシウム合金の加工方法として一般的なダイカスト法では難しかった、中空構造などのより複雑な立体形状も、3mm幅で高精度に造形が可能となります。また、ダイカスト法などの鋳造加工で必要な金型が不要なため、造形品の形状変更に伴う金型の作り直しや消耗による交換のコストを低減することができます。
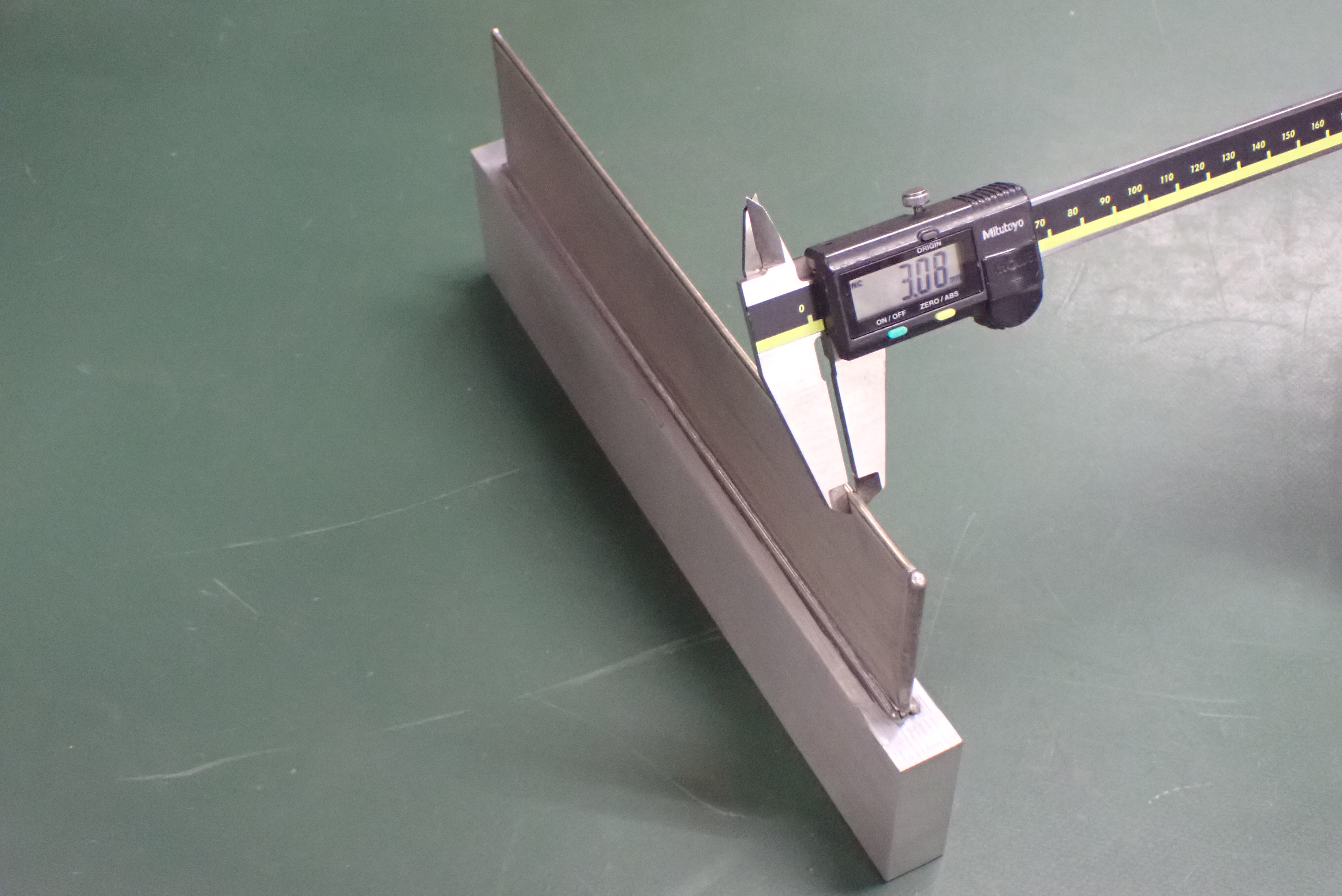
積層造形サンプルの全体形状(約270×60×3mm) ©三菱電機 |
3. ロケット用材料としての性能評価による機体軽量化の可能性を追求
<ポイント>
・積層造形物は常温で約250MPa(メガパスカル:圧力の単位)、高温(200℃)で約220MPaと、従来と同等以上の高い引張強度を実現。積層造形後も耐熱性および不燃性を確認
・ロケット材料としての適用性評価や従来ロケット材料との比較検討を実施し、ロケット外殻構造や、空力制御フィンなどに適用した場合の軽量化効果が大きく、最大20%程度の軽量化の可能性があることを試算
本技術による積層造形後は常温での引張強度が約250MPaと、一般的なマグネシウム合金板材と同等の引張強度を実現しました。また、高温(200℃)では多くのマグネシウム合金の引張強度が常温時の半分以下に低下しますが、本技術による積層造形物は高温時でも約220MPaと強度低下率が常温時の約10%に留まることが分かっており、KUMADAI耐熱マグネシウム合金が有する高い耐熱性を積層造形後も保持できることを確認しました。
これらの高い比強度・比剛性※8や、高温での強度低下が小さい特徴を活用して、ロケット部品への適用可否をJAXAにて検討したところ、強い圧縮荷重がかかり、高い座屈※9強度が求められるロケット外殻構造や、空力加熱※10により高温となる空力制御フィンなどに適用した場合の軽量化の効果が大きいことを確認しました。特に、タンクのシリンダ部や段間部※11など、円筒形状の部品では、従来のアルミ合金構造と比較して最大で約20%の軽量化効果が得られる可能性があると試算しました。今後、さらに造形サンプルの詳細な材料特性を取得し、将来的にはロケット用部品の試作にも取り組む予定です。
4. 温室効果ガスを使わない加工方法により、カーボンニュートラルの実現に貢献
<ポイント>
・マグネシウム合金はアルミニウムや鉄と比較して軽量で高強度であるため、航空機や自動車などの部品材料に適用することで製品の軽量化に繋がり、燃費の向上に寄与
・インゴット※12から削り出す加工方式と比較して材料の廃棄量が少ないため、加工にかかるエネルギー効率の向上や材料の大幅な節減が可能
・従来、マグネシウム合金の鋳造加工時にカバーガス※13として用いられる、地球温暖化係数の高い温室効果ガスであるSF6(六フッ化硫黄)ガスを不使用。温室効果ガスの大幅な排出削減に貢献
マグネシウム合金は、アルミニウムや鉄と比較して軽量かつ高強度であるため、本技術によりマグネシウム合金の加工性が向上することで、航空機や自動車などの部品材料への適用が進み、軽量化による燃費や輸送量の向上が期待できます。さらに、大型形状の製品を造形する場合、インゴットから削り出して造形する従来の加工方法と比べて、材料の廃棄量が少ないため、加工にかかるエネルギー効率の向上や材料の大幅な節減が可能となります。
また、従来のマグネシウム合金のダイカスト法や鋳造では、溶かしたマグネシウム合金が空気に触れて発火することを防ぐためのカバーガスとして、地球温暖化係数が著しく高い温室効果ガスであるSF6(六フッ化硫黄)ガスが一般的に用いられています。本技術では、温室効果ガスではないアルゴンガスを用いた造形箇所の局所パージ※14でマグネシウム合金の積層造形が可能なため、温室効果ガスの大幅な排出削減にも繋がります。
これらを通じて、カーボンニュートラルの実現に貢献します。
商標関連
| 「KUMADAIマグネシウム合金」 | 熊本大学の登録商標 |
※1 2024年5月28日現在、三菱電機調べ
※2 DED:Directed Energy Deposition(指向性エネルギー堆積方式) 集束させた熱エネルギーを利用して材料を溶融、結合、体積させて造形する手法
※4
革新的将来宇宙輸送システム研究開発プログラム第2回研究提案募集(RFP)
「マグネシウム合金ワイヤーを材料に用いたレーザーワイヤーDED方式AM造形技術の研究」
AM:Additive Manufacturing(積層造形)
※5 高温で溶かした金属を金型に流し込み、圧力をかけて成形する鋳造方法のひとつ
※6 PBF:Powder Bed Fusion(粉末床溶融結合) 金属粉末を敷き詰め、造形部分にレーザーや電子ビームを照射し熱で溶融・結合して積層造形する手法
※7 熊本大学が開発した「KUMADAIマグネシウム合金」の中でも、高い強度と耐熱性を併せ持つ合金
※8 比強度:物質の密度あたりの引張強度。この値が大きいほど軽量でありながら壊れにくい 比剛性:物質の密度あたりの剛性。この値が大きいほど軽量でありながら変形しにくい
※9 物体に圧縮荷重をかけていってある限界値に達した際に、物体にたわみが生じ急激に変形が増大する現象
※10 物体が高速で空気中を移動する際に、空気の断熱圧縮や摩擦熱によって物体が加熱される現象
※11 多段式ロケットにおいて、各段を結びつける部分
※12 金属を精錬し、鋳型に流し込んで塊状にしたもの
※13 溶かしたマグネシウム合金は空気に触れると発火するため、酸化燃焼防止に用いられるガス
※14 レーザー照射部分に不活性ガスを送り酸素を除去することで、材料となる金属の酸化や燃焼を防止すること
国立研究開発法人宇宙航空研究開発機構 ホームページはこちら
三菱電機株式会社 ホームページはこちら
国立大学法人熊本大学 ホームページはこちら
東邦金属株式会社 ホームページはこちら
キーワードをクリックして関連ニュースを検索
#宇宙航空研究開発機構
#三菱電機
#熊本大学
#東邦金属
#3Dプリンタ
#レーザー
#マグネシウム
#軽量化
#2024年6月13日